-

湖北亨威铝业有限公司
主营:铝型材厂家,湖北工业铝型材,湖北铝合金型材,铝型材加工,铝合金型材

湖北亨威铝业有限公司
主营:铝型材厂家,湖北工业铝型材,湖北铝合金型材,铝型材加工,铝合金型材 7
7

铝合金门窗有推拉铝合金门、推拉铝合金窗、平开铝合金门、平开铝合金窗及铝合金地弹簧门五种。都有国家建筑标准设计图。
每一种门窗分为基本门窗和组合门窗。基本门窗由框、扇、玻璃、五金配件、密封材料等组成。组合门窗由两个以上的基本门窗用拼樘料或转向料组合成其他形式的窗或连窗门。
每种门窗按门窗框厚度构造尺寸分为若干系列,例如门框厚度构造尺寸为90mm的推拉铝合金门,则称为90系列推拉铝合金门。
铝合金推拉门有70系列和90系列两种,基本门洞高度有2100、2400、2700、3000mm,基本门洞宽度有1500、1800、2100、2700、3000、3300、3600mm。推拉铝合金窗有55系列、60系列、70系列、90系列、90一I系列。基本窗洞高度有900、1200、1400、1500、1800、2100mm;基本窗洞宽度有1200、1500、1800、2100、2400、2700、3000mm。
铝合金平开门有50系列、55系列、70系列。基本门洞高度有2100、2400、2700mm,基本门洞宽度有800、900、1200、1500、1800mm。平开铝合金窗有40系列、50系列、70系列。基本窗洞高度有600、900、1200、1400、1500、1800、2100mm;基本窗洞宽度有600、900、1200、1500、1800、2100mm。
铝合金地弹簧门有70系列、100系列。基本门洞高度有2100、2400、2700、3000、3300mm,基本门洞宽度有900、1000、1500、1800、2400、3000、3300、3600mm。
铝合金型材表面阳极氧化膜颜色有银白色、古铜色。
玻璃品种可采用普通平板玻璃、浮法玻璃、夹层玻璃、钢化玻璃、中空玻璃等。玻璃厚度一般为5mm或6mm。
一看用料。优质的铝合金门窗所用的铝型材,厚度、强度和氧化膜等,应符合有关的国家标准规定,铝合金窗主要受力杆件壁厚应在1.4毫米以上,铝合金门主要受力杆件壁厚应在2.0毫米以上,抗拉强度达到每平方米毫米157牛顿,屈服强度要达到每平方毫米108牛顿,氧化膜厚度应达到10微米。如果达不到以上标准,就是劣质铝合金门窗,不可使用。
二看加工。优质的铝合金门窗,加工精细,安装讲究,密封性能好,开关自如。劣质的铝合金门窗,盲目选用铝型材系列和规格,加工粗制滥造,以锯切割代替铣加工,不按要求进行安装,密封性能差,开关不自如,不仅漏风漏雨和出现玻璃炸裂现象,而且遇到强风和外力,容易将推拉部分或玻璃刮落或碰落,毁物伤人。
三看价格。在一般情况下,优质铝合金门窗因生产成本高,价格比劣质铝合金门窗要高30%左右。有些有壁厚仅0.6-0.8毫米铝型材制作的铝合金门窗,抗拉强度和屈服强度大大低于国家有关标准规定,使用很不安全。此外,加工铝合金门窗的个体户较多,他们不懂得铝合金门窗的结构特点及其性能。为了降低成本偷工减料,以次充好,产品的隐患较大,一般不宜采用。较好选用正规铝合金门窗生产厂家的产品。这里要特别说明一点:国家标准的型材厚度为1.4mm,如果供应商选择的是1.2mm或者1.0mm壁厚甚至更薄的材料的话,都是属于不达标的产品,请您在选购时注意。
四、看材质
在材质用料上主要有6个方面可以参考:
⒈厚度:铝合金推拉门窗有70系列、90系列两种,住宅内部的铝合金推拉门用70系列即可。铝合金系列数表示门框厚度构造尺寸的毫米数。常见铝合金推拉窗有55系列、60系列、70系列、90系列四种。选用应根据窗洞大小及当地风压值而定,用作封闭阳台的铝合金推拉窗应不小于70系列。
⒉强度:抗拉强度应达到每平方毫米157牛顿,屈服强度要达到每平方毫米108牛顿。选购时,可适度弯曲型材,松手后应能复原状。
⒊色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。
⒋平整度:检查铝合金型材表面,应无凹陷或鼓出。
⒌光泽度:铝合金门窗避免选购表面有开口气泡(白点)和灰渣(黑点)、裂纹、毛刺、起皮等明显缺陷的型材。
⒍氧化度:氧化膜厚度应达到10微米。选购时在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。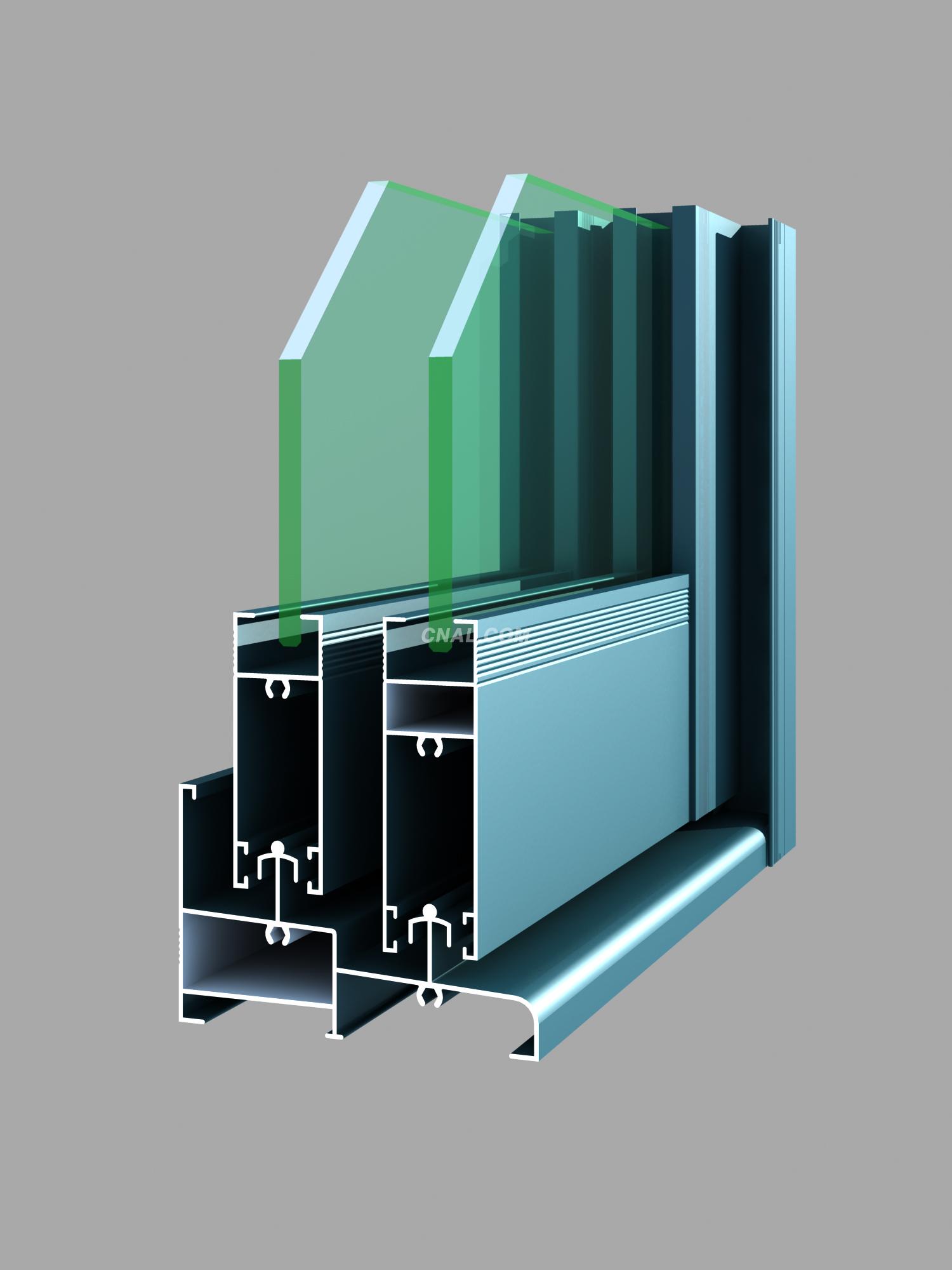
减少几何废料是提高成品率的重要前提
减少几何废品的措施
正确选择铸锭长度是减少工艺废品的主要措施。铸锭长度不是先挤压后再计算,而是要先计算后再挤压。
现在大多数企业采用了长棒热剪铝棒加热炉,相比短棒加热炉,减少了铝屑的损耗,因模具使用壁厚变化,对铸长控制更加灵活精确,大大提高了成品率。但很多的企业在使用长棒热剪炉后,忽略了对铸长的计算,而直接交此项工作交给操作工去控制。而操作工往往是根据经验先下一条棒,观察出材长度,如果差异大,继续调整,通常需要3棒左右才能得到准确的长度。在这个过程中,已经产生了不短的废料,这样既降低了生产效率,又降低了成品率。
正确的做法是,模具初始生产时,由工艺控制部门计算出铸锭的长度,多次上机的模具生产时,根据模具卡上记录的上一次生产棒长,略加约5--10MM,在出材时观察出材长度。如有差异进行微调。这样*二棒就很精确了。有资料说明,使用长棒热剪可以提高4个百分点的成品率,在实际生产中提高2—3个百分点是完全可行的。
另外在选择定尺个数或制品长度时,在保证挤压机能顺利挤压的前提下。冷床长度又足构长时,尽可能增加定尺个数或制品长度,也即可能选择较长的铸锭。这也是降低工艺几何废料的百分数和提高成品率的有效方法。